
Limited Time Pre-Order For Mini Mill BT-30 Headstocks!
Special Bonus Offers For a Limited Number Of Pre-Order BT-30 Chinese x2 Style Mini Mills Headstocks – ATC Ready & Drawbar Options
[/text_block]
Introducing The GlockCNC Mini Mill BT-30 Headstock!
Are you looking for the ultimate in precision and rigidity for your Asian X2 style mill? Do you like the idea of quickly changing out tools? Then this is for you… You can now be among the first to get the GlockCNC BT-30 ATC Ready headstocks for X2 mills (including Seig, LMS, Harbor Freight and More). Until now, there were no bolt on headstocks that allowed for commercial grade 30 taper tooling. One of the great parts about owning a BT-30 headstock is the tooling availability. BT-30 tooling is very inexpensive for extremely high precision, tons of tooling types available and even lots of great quality used BT-30 tools available, if you want to go that route.
Limited Time Pre-Order Pricing: $747
(Those who order a motor at the same time will receive free shipping on the entire order if within the continental USA. After ordering both a motor and heastock, we’ll refund the shipping costs..it’s the only way our system will allow us to do it.)
Pre-Order Rewards:
(All pre-order bonus offers are sold first come first serve. We expect delivery to be APPROXIMATELY 90 days.)
- (SOLD OUT) X2 Platinum Reward Customers – First 3 Orders Receive Free Upgrades:
- Upgrade From ABEC-5 Deep Groove Bearings to a Matched Pair of ABEC-7 Angular Contact Bearings – $675 Value
- 2 Step 5 Rib Pulley $69 Value
- Spindle Arbor Balanced to 10,000RPM $79 Value
- X2 Mill Adapter $99
- Total Savings of $922.00
- (SOLD OUT) Gold Reward Customers – Next 15 Orders Will Receive Free Upgrades:
- Upgrade From ABEC-5 Deep Groove Bearings to ABEC-7 Deep Groove Bearings $367 Value
- 2 Step 5 Rib Pulley $69 Value
- Spindle Arbor Balanced to 10,000RPM $79 Value
- X2 Mill Adapter $99
- Total Savings of: $614
- Silver Reward Customers – This offer has expired:
- 2 Step 5 Rib Pulley $69 Value
- Spindle Arbor Balanced to 10,000RPM $79 Value
- X2 Mill Adapter $99
- Total Savings of $247
Is a BT-30 Taper Headstock Overkill For Chinese Mini Mills?
Initially, I wondered the same thing. Then I came up with the simple (if not obvious) solution…use bigger bearings that allow the tooling to fit deep up into the spindle bearings. By the time we finished engineering the whole thing, the headstock casing ended up being just 95mm (less than 4” tall) with minimal tool “stick-out” to conserve Z axis space. Yes, this is bigger than the stock Taig or Sherline headstock, but the payoff is huge by comparison.[/text_block]
 Is There Any Advantage to the BT-30 System Over the R8 System?
Is There Any Advantage to the BT-30 System Over the R8 System?
We’ve done plenty of testing to answer that very question. As it turns out, there’s better vibration dampening, better finish quality and more precision…and here’s why;
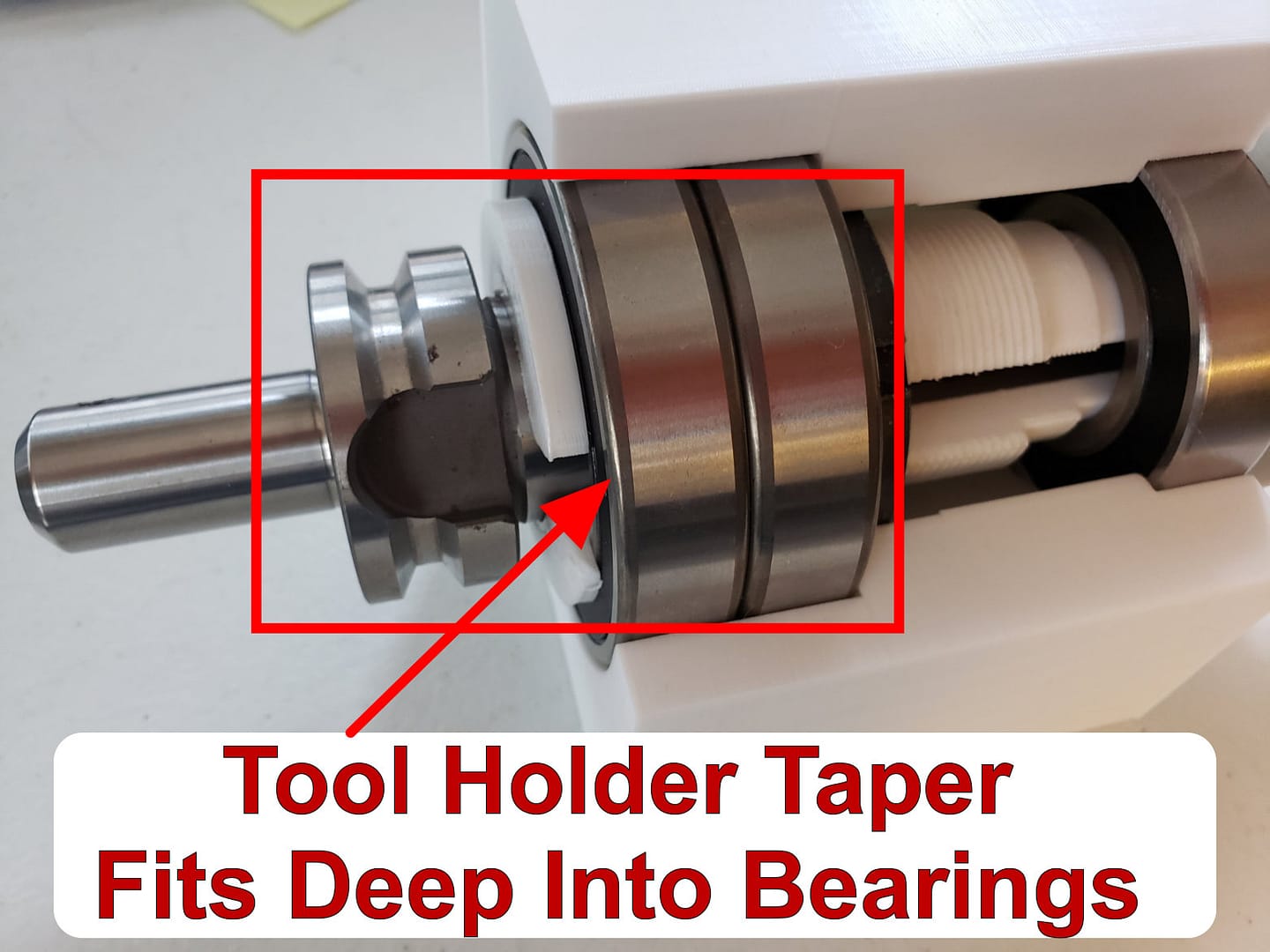
Long Tool Taper – By using two good size Internal Dimension stacked bearings, we were able to fit almost the entire BT-30 tool taper up inside the bearings (a 3rd bearing holds the tail section of the spindle arbor). This my friend, puts the tooling load inside of the bearings, where all the work is being done…and frankly, that’s where the taper should be, high up into the bearings. (Take a look at the first image up to the right side on this page. See how far the tooling taper goes into the bearings? It actually goes a little further than what is shown, the 3D printed plastic spindle arbor shrank a little and didn’t allow the tool to seat as far up as possible.) This is a significant advantage over an R8 spindle arbors. Most R8 spindles arbors hold the collet or tooling below the bearings…which is exactly where you don’t want it…especially on a smaller mill. Because most R8 spindle arbors hang well below the bearings, it acts like a lever putting a heavy angular load on the bearing for sideways cutting.
Tooling & Spindle Mass – BT-30 tooling is simply more robust than R8 tooling. Some may argue that the taper on both the BT-30 and R8, at the widest point, is close to the same and may not make a difference. However, there’s more to the story than taper width. Testing shows the larger tooling mass, far longer taper, and larger spindle arbor for the BT-30 results in far better rigidity and vibration dampening. Once the BT-30 tool is seated in the spindle, the entire spindle now becomes one nice solid chunk of metal ready to do some real precision work.
Tooling Precision – Nowadays, anybody can find inexpensive BT-30 tooling good from 0.0001” to 0.0002” TIR (.0025mm to .004mm)…by comparison, most good R8 collets are .0005” to .0006” TIR. That means R8 tooling is 3 to 6 times less accurate than good BT-30 tooling! Simply put, you can find much more accurate tooling for BT-30 systems.
Tooling Variety – True, there is a lot of tooling for R8 spindles. However, your new BT-30 headstock will open you up to even more tooling options..including modular cutters. Plus, as mentioned before, the tooling offers much more precision than comparable R8 tooling.[/text_block]
How Does BT-30 Compare to Tormach Tooling System (TTS)
I really like the TTS for those who already have an R8 spindle. It’s a good compromise if that’s your only choice. Tormach now has a nice selection of reasonably priced tooling too. I also like the idea of dual contact. They made a nice business centered around the TTS. That being said, many have experienced some real downfalls to the TTS.
Accuracy – As most machinists know, anything added between the bearings and the cutter create error or inaccuracy. TTS uses a flat nose ¾” collet, which adds runout and that holds on to the TTS tooling, which adds more runout. This is called “stacking error”. It’s when you stack runout error on top of runout error. This reduces accuracy, reduces cutter life and can create chatter. BT-30 tooling can easily be found with .0001″ or .0002″ runout and it doesn’t require an extra part inbetween the tooling and the spindle arbor. This radically reduces the chance for runout issues.
Slip Pullout – If you imagine what an end mill looks like, it looks like a screw. As you know, when a screw grabs into material, the screws helix pulls itself into the material as it’s twisted. The same happens with endmills. Endmills want to pull out of whatever is holding it. Normally, this isn’t a problem. But if the machine starts to chatter, then the grip on the TTS shaft can break and the tool holder is pulled out. Even a small amount of pullout can damage your part, ruin precision, break cutters and so on. Plus, if it creates a gap between the TTS dual contact face and the spindle arbor, you’ll loose the benefits of dual contact and create more angular stress on the hollow pull tube on the TTS tool.
 Short Taper and Bearing Overhang – Unfortunately, in most R8 systems, the TTS collet taper is well below the bearings. This is not the optimal design and its especially problematic for smaller mills. All the work really happens in the bearings, so you want the tooling taper to be up inside the bearings if possible. This is solved with your GlockCNC BT-30 spindle. It’s low profile means the tooling taper fits up into the bearings.
Short Taper and Bearing Overhang – Unfortunately, in most R8 systems, the TTS collet taper is well below the bearings. This is not the optimal design and its especially problematic for smaller mills. All the work really happens in the bearings, so you want the tooling taper to be up inside the bearings if possible. This is solved with your GlockCNC BT-30 spindle. It’s low profile means the tooling taper fits up into the bearings.
What About Dual-Contact With TTS? – I really like the idea of dual contact and it’s a great improvement for R8 users. What we ended up discovering is this; compared to the benefits of TTS dual contact, small mill users are far better off using tooling that has a longer taper that fits well into the ID of the spindle bearings. As previously mentioned, it puts the workload inside the bearings where it should be and provides better dampening than the TTS. What testing has also showed, is that, the solid mass of 30 taper tooling more than outways the benefits of the TTS dual contact. Don’t get me wrong, I like the TTS idea and we use it in our R8 products. However, for the small mill user, many hands down prefer the BT-30 tools. You find BT-30 spindles in commercial machines for a reason…[/text_block]
GlockCNC BT-30 Headstock Features & Benefits
Dual Stack Bearings – By using two 75mm OD x 45mm ID bearings stacked on top of each other, it results in better vibrational energy transfer and dampening. For angular contact bearings, it’s a matched pair set back-to-back. For a smaller mill, the dual bearings on the cutting end of the headstock can be critical for accurate cuts and good surface finish through reduced vibration. After all, nobody likes machine chatter, right?…
ATC Petal Clamp For or Drawbar – You have two choices for securing your tooling. Your first option is simply use a drawbar and the threads inside the BT-30 tooling. Your other option is to use a pull stud with optional petal clamp. Frankly, I recommend starting with the drawbar version and just get a good cordless impact driver, ⅜” socket adapter and corresponding sock for the drawbar. You can actually zip your tool holders in and out about as fast as you could with a pneumatic actuator system…and you won’t need to run air to the spindle by doing it this way. Of course, you can always add the petal clamp system anytime you want if you don’t buy it initially.
Additional Note About Using A Drawbar – I want to throw in one other comment about using the drawbar instead of the petal clamp. The drawbar will hold the BT-30 tool with extra solid strength and add to rigidity. Here’s why…because the drawbar screws solidly into the tool, runs the length of the spindle and tightly squeezes against the top of the spindle, it adds leverage and helps dissipate vibration better through the headstock, Z axis carriage and column. This is a real plus for smaller mills. Petal clamps are made only to pull the tool up and keep it there. They will not disapate energy like a drawbar will.
Gazillions of Tooling Options – From shrink fit endmill holders to larger indexable cutters to modular cutters to ER holders to basic end mill holders…you now have virtually unlimited choices.
Precision – Your new headstock will have .0005” TIR or less. You can upgrade to ABEC-7 bearings and dial the runout down to .0003″ or less. Pick up some super accurate tooling and you now have the ultimate mill!
Options
Ribbed Pulley – You can get our 2 step 5 rib pulley (60mm & 40mm steps) or come up with your own. The ribbed pulley gives you lots of belt brand choices if you need to replace the belt. The belt we supply is good for up to 3,000 watt motors and 10,000RPM.
Petal Clamp and Push-Pull Bar – Steel with hard brass petals for use with 45 degree pullstuds. The petal clamp and push-pull bar is included. However, we’re still sourcing the belleville disc spring washers and best pnuematic cylindar. Those aren’t included. When we narrow down the best supplier, we’ll add disc spring parts and pneumatic cylindar as an option or you can get your own.
ABEC-7 Deep Groove Bearings – Do you want to add a new level of precision? Upgrade your bearings to ABEC-7 for .0003” or better runout.
Angular Contact Bearings – For the ultimate in precision, speed and long life…angular contact bearings are the way to go. We stock ABEC-7 steel angular contact bearings. Hybrid ceramic/steel and ABEC-9 bearings are available, but will add some time and definitely more cost to the order. We don’t stock the ABEC-9 or hybrid bearings.
Mini Mill Adapter – It’s a nice thick chunk of 6061 anodized aluminum designed to fit the Chinese X2 style mini mills. (images will be coming soon).
High Speed Balancing – You can opt for the 20,000 RPM balanced spindle arbor if you want to ramp-up your cutting. We recommend angular contact bearings for anything over 8,000RPM.[/text_block]