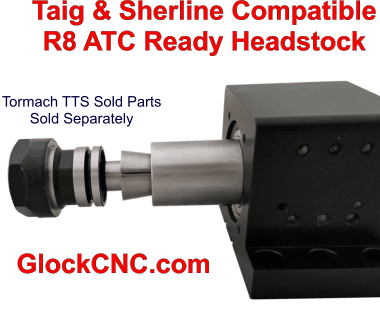
Taig R8 Headstock – Automatic Tool Changer Ready
NOTE: This product design has been updated. Please go here: https://glockcnc.com/r8-mill-headstock/
We really like the Taig mill. However, like many, we discovered a few drawbacks. The main issues is the headstock (and the motor, but more on that elsewhere). The Taig is a well built frame, but the dovetail mounted headstock with tiny bearings wasn’t idea for us. Just like we did with the Sherline, we designed an R8 headstock and adapter plate for the Taig.
Some benefits are:
- Larger cutters can be held compared to the tiny OEM MT1 or ER16 spindle
- Wider variety of cutter options
- R8 End Mill holders and R8 ER tool holders are sold by a ton of vendors
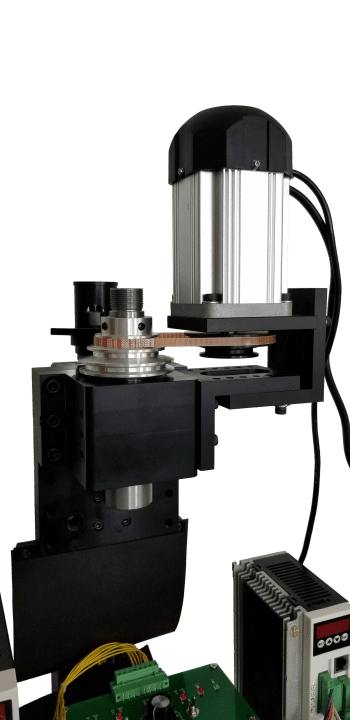
- The Tormach Tooling System (TTS) can be used for ATC or rapid tool changing
- The adapter plate allows for a MUCH more solid mount to the Z axis carriage
- The headstock can be removed and placed on the mill bed, an AXA quick change lathe tool holder can be attached to the adapter plate…now your mill is now a lathe too!
The OEM headstock casing wouldn’t realistically fit the bearing size required for the R8 spindle arbor. In fact, we wanted more “meat” for headstock mass in general. So, we now build a Heavy Duty headstock casing accepts a 62mm OD bearings. Plus, a larger headstock and more robust spindle arbor offers better vibrational dampening when cutting. This can result in better precision and finish on cuts.
Bearings
Let’s talk bearings. Bearings are a major part of the headstock assembly and often represent the biggest part of the investment. As a standard, we provide ABEC-5 deep groove bearings (if I recall correctly, Taig OEM bearings are a lower grade ABEC-3 I think…the higher the ABEC number, the better). Many of our customers require very high precision. Because of that, we offer ABEC-7 deep groove, ABEC-7 angular contact and ABEC-9 angular contact bearing options for your Taig R8 headstock. If you order ABEC-9, which is the gold standard in precision, we also do a secondary grind operation. In other words, after the headstock assembly is complete, we grind the collet mating surface. This allows the spindle run-out to match the bearings precision. As a result, you now have a 50 millionth runout spindle!
Quick Tool Changer & ATC
For those interested in ATC (Automatic Tool Changer), you found the right headstock. You can use the Tormach Tooling System (TTS) for just that reason. Using the TTS, you can even change out your cutter super-fast manually. If you’re interested in going with ATC, then adding a pneumatic cylinder, Belleville washers and longer pull-bar will do the trick (Because other vendors can sell the pneumatic parts and Belleville washers cheaply, we don’t sell them ourselves. Designing the ATC system will be up to you.).
Quick Note: You’ll notice that we don’t have a “tommy bar” to hold the R8 spindle while using a wrench to loosen the tool holder. This is because it’s slow and doesn’t even make sense to do anymore to use a wrench. We simply use a cordless electric impact driver, a socket adapter and socket to loosen and tighten the R8 tool holders. In most cases, it’s actually much faster to manually change tooling this way than to use a small ATC system.
About The Motor
Although the OEM motor from Taig is nice for light work, your new R8 headstock will need better power. Make sure to checkout our 750 watt and 1200 watt brushless continuous duty motors. They are commercial grade motors designed to run 24/7.